随着现代制造业的发展,为了适应市场的快速多样化需求,缩短产品的开发周期,提高企业的市场竞争力,逆向工程正起着越来越重要的作用。逆向工程(ReverseEngineering,RE)主要由三部分组成:
(1)快速仿形测量技术;
(2)模型的曲面重构技术;
(3)快速原型技术。
其中,快速仿形测量技术是逆向工程的基础,仿形测量数据的精度决定着模型重构的精度即模型表面再现的质量,测量速度的快慢也在很大程度上影响着逆向工程后续工作的展开。

蔡司COMET400激光扫描仪由于具有非接触、速度快、精度高等优点,正被越来越多的企业用于快速仿形测量。标准的扫描测量程序是:首先在被测物体表面粘贴专用的匹配参考点,然后利用照相法确立依照零件形状合理分布的匹配参考点的空间位置,最后用激光扫描仪进行扫描测量,并将每次的扫描测量结果——点云(PointsCIoud)依照相应的匹配参考点匹配到整个匹配参考点系统中,即完成该零件外表面的扫描测量任务。
由于COMET400激光扫描仪的一次有效扫描测量范围为420mmX380mm,因此在大型零件的扫描测量中可以充分发挥其优势;常规匹配参考点的有效直径为10mm,最大外径为15mm,比较适合扫描大尺寸、自由曲面的零件外形。如果测量尺寸较小的、外形复杂的零件,为了得到较好的扫描效果,需要使用相对较多的匹配参考点,从不同的角度进行次扫描,然后进行相应的后续处理,以保证零件细节的充分描述,得到较丰满的点云,以利于后续反求建模。但是,由于零件尺寸较小,局部特征较细微,如果使用较多的匹配参考点,有时会遮盖零件外形的精细特征;同时,由于进行扫描测量时对扫描光栅的入射角度有一定的要求,在扫描测量零件上曲率变化较大(比如折边角度超过90且该折边尺寸较小)的部位时,可能找不到足够多或分布较为合理的匹配参考点,从而影响扫描测量结果的正确匹配,使局部的扫描结果无法正确匹配甚至不能匹配到整个扫描点云上,影响扫描测量点云的完整性。
COMET激光扫描仪自带的扫描点云处理软件COMETPLUS5.0具有一项FreeSurfaceMatching功能,在处理局部的小细节时,可以不利用匹配参考点进行扫描点云的匹配,而是利用零件上该处扫描测量区域的一些明显的位置结构特征进行匹配处理。这种方法虽然可以保证获得完整的扫描点云,但是由于该处自由匹配的精度较低,使得最终的全局匹配标准偏差和利用参考点全局匹配标准偏差较大,影响了扫描点云的整体精度。
在利用COMET400激光扫描仪进行小件的扫描测量特别是对小件的局部细节特征有较高要求的测量时,采用适当的办法一样可以得到较为满意的扫描测量结果。
2小件测量方法的改进及其实现
本方法基于一种换位思考原则,基本的扫描测量方法是将通过照相法建立的匹配参考点系统作为匹配坐标系统,将该坐标系统建立在被扫描测量的零件上,不同的零件具有不同的匹配参考点系统。在进行小件的扫描测量过程中,为了避免参考点遮盖局部特征并保证零件细节得以充分描述,使匹配参考点在空间合理分布,将匹配坐标系统建立在非扫描测量零件的表面上,建立一个辅助扫描测量参考点匹配坐标系统,即将被扫描测量零件与匹配参考点坐标系统进行分离,利用分离出的匹配参考点的合理空间分布,保证被扫描测量的小型零件的各片扫描点云均利用处理软件中匹配精度最高的参考点匹配法(TransformtoReferencePoints)进行匹配,从而从整体上提高扫描测量点云的质量,保证了重构曲面的光顺性要求。
2.1建立辅助扫描测量匹配参考点坐标系统
(l)选取建立坐标系统的物体
选取具有良好的空间结构(比如具有较大弧面)的物体,以保证建立的辅助匹配参考点坐标系统为立体结构,满足从不同角度进行扫描测量的需要。同时,该物体应具有较好的刚度,防止放入被测量零件后产生变形,引起匹配参考点位置的偏移,使辅助扫描测量匹配参考点坐标系统产生畸变,影响最终的扫描测量点云的匹配质量。
(2)粘贴匹配参考点
为了保证小件扫描测量的成功率,应该在建立辅助匹配参考点坐标系统的物体表面粘贴较多的匹配参考点,尽量保证相邻两个匹配参考点的间距为l0cm,使空间相邻的3个匹配参考点为等边三角形排列,从而建立合理的匹配参考点的空间结构。
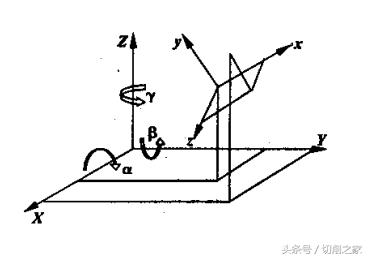
其根本的依据在于激光扫描仪的测头和被测物体要做相对运动,从不同方位扫描测量,将各片点云进行匹配。进行点云的匹配,实际就是将测量坐标系的测量结果转换到被测物体依匹配参考点建立的自身坐标系中(如图l所示)。其依照参考点进行的相关矩阵变换为:

由于该坐标变换为非线性问题,必须通过多次迭代方法求解。为了避免转换矩阵无解或出现病态,基本的3个匹配参考点在空间最好为非钝角三角形分布,以保证转换矩阵有解,提高扫描测量的效率。
图1不同坐标变换示意图
(3)建立辅助扫描测量匹配参考点
坐标系统利用高精度数码相机,依标准要求的不同角度进行拍摄,将照相结果输入专用处理软件(AICON3DStucio)处理,通过照相法建立辅助扫描测量匹配参考点坐标系统。同时,将该文件备份保存,以便反复使用。
2.1扫描测量步骤
(l)放置小零件
选取适当的位置(如在具有小边界的地方,保证周围有至少3个具有等边三角形结构的匹配参考点)将被测小零件放入辅助扫描测量匹配参考点坐标系统(即具有良好空间结构的物体),一经放好,在扫描测量过程中二者相互位置不可改变。
(2)扫描测量
将获得的辅助扫描测量匹配参考点坐标系统导入COMET400激光扫描仪应用程序COMETPlus,按照标准操作要求进行扫描测量。把各片扫描测量点云进行整体匹配时,全部利用精度最高的参考点匹配法。用这种方法可以获得精度较高的测量点云,并且可以节约较多的时间,提高测量扫描的效率。表1给出了该方法与照相法在时间分配上的差异。
表1扫描测量程序时间分配
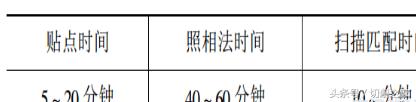
由于辅助扫描测量匹配参考点坐标系统可以重复利用,扫描测量不同的小零件时,无需再贴点和照相建立匹配参考点系统,可以直接利用备份的辅助扫描测量匹配参考点坐标系统,按照标准操作要求进行扫描测量,减少了扫描测量的准备时间,提高了扫描测量的速度和精度。
在具体的操作过程中应注意在放置用于粘贴匹配参考点、建立辅助扫描测量参考点匹配坐标系统的参照物时应避免其受力,防止辅助扫描测量匹配参考点坐标系统产生畸变,影响点云的匹配质量。为了减少后续处理的工作量,也可将该参照物表面涂黑,在扫描测量过程中,仅扫描出匹配参考点,避免点云中包含较多噪声点。
3案例验证
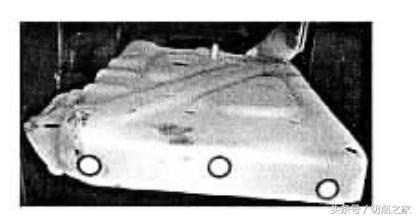
以图2所示的零件(轿车车身发动机舱内托板)为例。该零件基本尺寸为:390mmX290mmX30mm,如果按照基本的扫描测量方法进行扫描测量,在进行小折边的处理时,由于该区域的实际尺寸较小,无法按照三角形规则粘贴匹配参考点,使得匹配参考点成近似线性排列(图3),造成局部点云向整体参考点系统匹配时的转换矩阵为病态,使该片扫描点云不能正确进行甚至无法进行整体的匹配,影响了扫描测量的精确性和完整性。

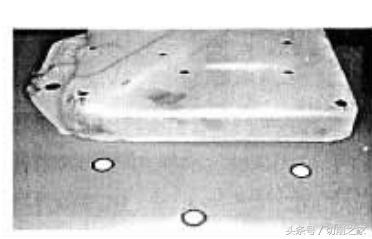
采用本方法进行扫描测量,则可以避免上述问题的出现,得到较好的扫描测量效果。如图4所示:小折边上不用粘贴匹配参考点,而在辅助物体建立的匹配参考点系统上,匹配参考点可以按照匹配要求,完全实现至少有3个匹配参考点为大三角形分布,实现局部扫描点云进行全局匹配时,避免了匹配转换矩阵出现病态,全部实现使用TransformtoReferencePoints命令,达到较高的匹配精度(最终扫描测量结果见图5)。在扫描测量的同时,适当配合使用Merge命令,以强化对关键零件局部细节的扫描测量,可以避免不必要的重复扫描测量次数,减少扫描测量点云的数据量,利于后续的点云处理与建模。

采用本办法与传统方法获得的匹配精度标准偏差见表2,可知应用本办法可显著提高匹配精度。

结论
采用本文提出的辅助扫描测量匹配参考点坐标系统进行小件测量的方法具有以下特点:
(1)不仅可以提高小件点云的整体扫描精度,而且还可提高扫描测量的速度(不用在小件上进行常规的匹配参考点的粘贴)。
(2)在对不同的小件进行测量时,可以重复使用一个较合理的匹配参考点参考系统,减少了用照相法建立匹配坐标系统的次数,缩短了扫描测量的前期准备时间。
(3)提高了一次扫描测量的成功率,减少了开机时间,延长了COMET400激光扫描仪的使用寿命。大量小型零件测量实践证明,该方法具有可行性,能够满足为模型重构提供优质、高效点云的要求。
,












