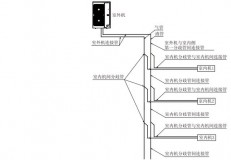
一、清洁
必要性:铜管在配管之前要保证内部清洁、干燥。防止系统产生冰堵、脏赌导致制冷效果不好甚至烧毁压缩机的发生。
工具准备:白毛巾、牵引铁丝、工业酒精(三氯乙烯)、高压氮气、电工胶布(堵头)
操作方法:对于盘管,管径较小,管路弯曲,无法通过化学溶液擦洗的方法对管路内部进行清洁,故只能用高压氮气对其进行高压吹扫的方式。而对于直管,管路较粗,可以用铁丝牵引被工业酒精浸湿的白布进行铜管内部的清洁。

直管到达现场必须清洗,清洗用细钢丝(外部套有塑料管)缠上一块细纱布,缠成团状,布团直径略大于铜管直径。
用三氯乙烯(酒精)沾湿纱布,然后将钢丝从铜管一端进入, 从另一端拉出,反复清洗直至管内无灰尘、杂质。盘管出厂会注有氮气所以不用吹扫。处理过后的铜管要做端口密封(分支器、直通弯头等单独保存),防止沙尘水分进入。
二、割管
铜管切割:铜管配管中难免有过长或者拼接情况,铜管过长需割断,为了保证断面平整方便拼接焊接或者扩口等操作,必须使用割管刀,避免使用除割管刀以外的任何工具进行对铜管的切割工作,否则的话使用其他工具导致的不平整断面会影响以后的焊接、扩口等操作质量,直接影响到系统气密性。
工具:割管刀、去毛刺器
操作方法:针对所需要割断的铜管选择大小合适的割管刀,卡紧铜管,但不要过紧导致铜管变形以及切割困难。割管刀每旋转一周,手柄也要跟进旋转卡紧铜管,直至自然割断,不可用手直接掰断。割断之后需进行去内部毛刺。

割管必须用割管刀自然割断,不可用砂轮机和锯(造成切面不平整和铜屑)。割管后对铜管进行去毛刺处理,并封口(分支器、直通弯头等单独保存)。

用手锯锯断的切面即使经过去毛刺处理依旧不平整,而且可能会引起噪音铜屑以及焊接隐患等等。
视频讲解截图:


三、胀管
胀管:同管径铜管拼接时,为了保证焊接质量需要对一端铜管进行扩杯型口或者采用直通连接,而扩杯型口需要使用胀管器。不可扩喇叭口连接,更不可用尖嘴钳扩口直接进行焊接,否则会导致焊接质量下降,极有可能泄漏冷媒。
工具:去毛刺器、胀管器
操作方法:根据所胀管的管径选择大小相应的扩头,并安装好。为防止在扩口时管路边缘破裂,应先用扩头尖部进行胀管,然后再将整个扩头插入铜管,均匀用力直至杯型口成型。

此为手动胀管器,对于410a胀管范围只限于19以下的盘管。由此可见其使用频率并不算多。
胀管器头部可更换,呈六个方向均匀扩张。所以胀管时应转动一个角度以防止受力不均产生裂痕。

为避免胀管处留下直线痕迹导致泄漏,操作时应将铜管转一个角度进行矫正。胀管时应避免用力过猛而导致出现裂纹。此图为胀管用力同时没有旋转所导致的裂痕产生。

视频讲解截图:



四、扩管
扩管:为了保证内外机喇叭口连接处冷媒不泄露,对铜管的扩口必须采用扩口器,严禁使用其他工具代替。
工具:扩口器
操作方法:根据管径选择大小相应的靠模,预留出大小合适的长度后,压紧靠模,将扩口器锥形扩头旋转至最上端,然后将扩口器固定在靠模上,慢慢旋紧,直至喇叭口成型

扩管标准,若产生泄漏应将其割掉再进行扩管处理。扩管不当会经常发生微漏,此处是发生泄漏的高频点。所以扩管的时候一定要确保A值的大小。
视频讲解截图:


五、弯管
弯管:小于12.7的管径由于管路较软,不容易形成死弯,可采用手弯。而小于19.05的管径管路壁厚,容易形成死弯,弯管时严禁使用手弯,必须采用弯管器进行弯管
工具:弯管器
操作方法:选择大小合适的弯管器,将弯管器两个手柄调至刻度为0处,将铜管放入弯管器卡槽,一只手固定一只手柄,另一只手均与用力,直至弯曲角度达到所需要值为止。

1、 Φ6.35~Φ12.7的铜管可以直接手工弯管
2、 Φ6.35~Φ22.2的铜管,可以使用手动弯管器加工
注:理论上可用手动弯管器弯的铜管也可手弯,只不过在工艺上手动弯管半径过大同时容易形成死弯。
视频讲解截图:


六、焊接
钎焊原理:钎焊是采用比焊件金属熔点低的金属作钎料,将焊件和钎料加热到高于钎料、低于焊件熔化温度,利用液态焊料润湿焊件金属,填充接头间隙并与母材金属相互扩散,以实现连接焊件的一种方法。
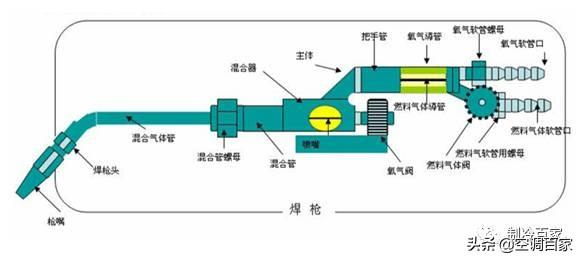
焊枪操作:
1、打开氧气阀。
2、打开燃料阀。
3、点火。
4、调节氧气阀和燃料阀至中性火焰。
5、关闭燃料阀。
6、关闭氧气阀
焊接方法:
1、充氮:焊件内部需充入氮气以保护焊件内部在加热的过程中不被氧化
2、预热:火焰为略微浅红色、木材为红黑色、木材温度为750~850度,此时可添加钎料
3、添加钎料:均匀添加、依靠毛细作用使钎料吸入焊缝。
4、回火处理:对接头处再次加热到铜管变色(200°C~300°C),即进行回火处理。
5、撤销氮气:待焊件冷却后方可撤走氮气。
视频讲解截图:


加入圈子,立即获取100套空调维修书籍 99个空调维修案例;
再加上一整年的空调维修知识的学习,点击以下圈子加入吧:
,