Indesit Company(意黛喜)是一家位于意大利安科纳省法布里亚诺的公司。它是欧洲主要家用电器(洗衣机,烘干机,洗碗机,冰箱,冰柜,炊具,烟罩,烤箱和炉灶)主要制造商和分销商,是意大利,英国和俄罗斯等主要市场无可争议的领导者。洗碗机壳体其产品图见图1,产品最大外形尺寸为597.00 mm x 520.5 mm x 337.50 mm, 塑件平均胶位厚度7.56 mm,塑件材料为PP 40?CO3,缩水率为1.013,塑件质量为1477.40克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。塑件除了尺寸公差外,还需要保证其几何公差,满足装配要求。

洗碗机壳体产品图见图1所示,产品图塑件技术要求如下:
1. UNQUOTED RADII: R 0,5
未注半径为R0.5.
2. UNQUOTED ANGLES: 0,5°
未注角度:0,5°
3. FOOT FIXING TORQUE: 2 Nm /-0,15
脚固定扭矩:2牛米 /-0.15
4. TRANSVERSE-SCREW FIXING TORQUE: 1,7 Nm /-0,15
横向螺钉固定扭矩:1.7 Nm /-0.15
5. BOTTOM HINGE-SCREW FIXING TORQUE: 4,6 Nm /-0,15
底部铰链-螺钉固定扭矩:4.6 Nm /-0.15
6. MINIMUM THICKNESS RIBS: 0,6 (TOP) - 1,4 (BOTTOM).
最小厚度肋:0,6(顶部)-1,4(底部)。
7. MINIMUM THICKNESS: 1,9 mm /-0,1
最小厚度:1.9毫米 /-0.1毫米


8. HOUSE-FOOT SURFACE SHOULD BE FULL AND PERFECTLY FORMED.
壳体脚部表面应完整且成型完美。
9. FOOT SHOLUD NOT HIT THE BOTTOM PACKING IN ANY CASE.
在任何情况下,脚都不能碰到底部填料。
10. BASE MOULDING SHOULD BE COOLED FOR 24h AT LEAST AFTER HAVING BEEN MOULDED.
底座模塑件应在模塑后至少冷却24小时。
11. MAX NUMBER OF OVERLAPPED BASE MOULDING SHOULD NOT BE MORE THAN 4.
重叠放置底座模塑件的最大数量不得超过4个。
12. DO NOT OVERLAP MORE THAN ONE PALLET.
请勿重叠多个托盘。
13. BEFORE MOUNTING, KEEP THE BASE MOULDING AT A TEMPERATURE OF 20°C /-8°C FOR 2h AT LEAST, IN CASE OF STORING AT A TEMPERATURE LOWER THAN 0°C FOR MORE THAN 2h.
安装前,如果在低于0°C的温度下储存超过2h,则将底座模塑件保持在20°C /-8°C的温度下至少2h。
14. USE ADHESIVE TAPE TO GUARANTEE THE FOAM-TIGHT BETWEEN BACK AND ITS BASE MOULDING HOUSE.
使用胶带确保背面和底部模塑室之间的泡沫紧密。
15. CONDENSE DUCT CLEANING SHOULD BE VERIFIED USING APPROPRIATE TOOL.
应使用适当的工具验证冷凝管的清洁。
16. THE PERPENDICULAR VALUE AND TOLERANCE LIMITS OF THE CONDENSE DUCT INDICATED ON THE DRAWING SHOULD NOT CHANGE AFTER HANDLING OPERATIONS.
搬运操作后,图纸上所示冷凝管的垂直度值和公差限值不得改变。

17. MOULD JUNCTION LINES AND INJECTION POINTS SHOULD PREVENTIVELY BE AGREED WITH DESIGNERS.
模具连接线(分型面)和注射点(浇口位置)应事先与设计师商定。
18. FOR ALL THE MISSING DIMENSIONS SEEING 3D MODEL。
对于所有缺失的尺寸,请参见三维模型。
19. ALL DIMENSIONS INDICATED WITH ARE CRITICAL DIMENSIONS.
20. ALL ITEMS AND COMPONENTS MUST NOT CONTAIN: Pb,Me,Cd,Es,Cr,PBB,PBDE. (Instruction 2002/95/CE of European Parlament and Council of january,23 2003).
所有项目和组件不得包含:Pb、Me、Cd、Es、Cr、PBB、PBDE(欧洲议会和理事会指令2002/95/CE(2003年1月23日)。
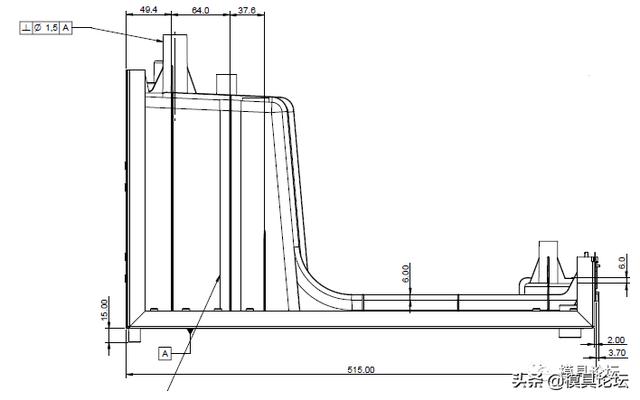
塑件几何公差见图6所示。以上平面A为基准,冷凝孔与基准的垂直度公差为1.5,27゜平面为重要的安装平面,其平面度与垂直度分别不超过0.3,前模有两处螺纹孔,螺纹为梯形螺纹,要求从螺纹孔的两个端面去测量保证其符合要求。
从图1可以看出,塑件结构造型为复杂造型壳体,高低落差较大。塑件尺寸较大,两个端面存在出模倒扣,另外其中一个端面有两处螺纹孔,需要全自动脱螺纹。针对本套模具的塑件,开模方向的选择也是一个难点。只有正确地选择了开模方向,才能正确地进行分型面设计,从而完整地完成整套模具设计。
模具设计型腔排位为1出1,由于是大型模具,没有相应规格的标准模胚,再加上是采用热流道的原因,模胚为非标模胚95105,在动模和定模均增加了定位销。对于大型模具,做好模胚的定位十分关键。小型模具重要的是强度。大型模具重要的是刚度。动定模的定位销是解决模具刚度问题的一个重要因素,另外一个因素就是动定模的互锁。模胚的互锁设计在模具四个角部,定模凸出,动模凹进来互锁。动模的型芯高出分型面,并完全与定模板锁紧。
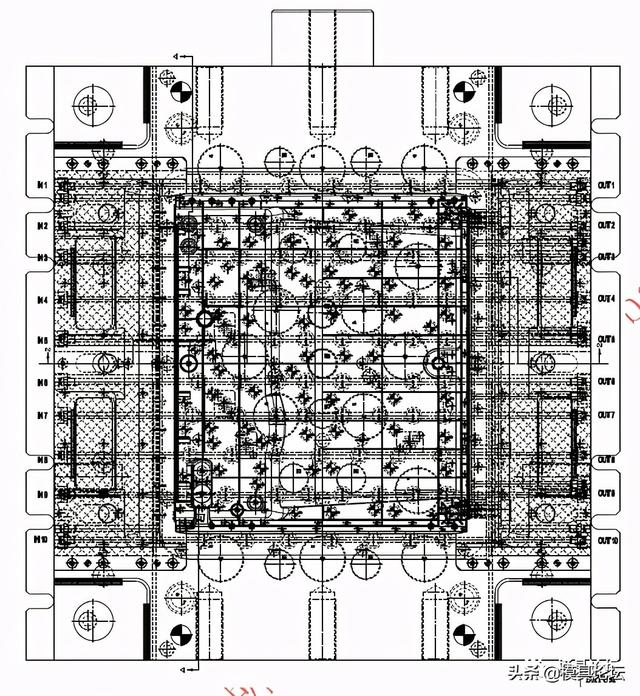
洗碗机壳体模具图见图2,模具设计式样书见图4.热流道系统为YUDO系统,设计相应的分流板带4个热嘴。
滑块部位斜面设计耐磨板,在A板的相应位置也设计耐磨板。便于模具飞模时做调整,也利于延长模具寿命。两侧大滑块全部采用斜导柱驱动。

大型机壳类塑件脱螺纹与瓶盖类圆形塑件脱螺纹有着本质的区别。圆形塑件脱螺纹的方式往往与开模的动作次序相关,和模具结构的复杂程度相关。机壳类塑件脱螺纹的方式往往比较单一,大多数采用油缸或气动元件脱螺纹。因此定模的两处脱螺纹全部采用油缸带动齿条驱动齿轮脱螺纹。脱螺纹原理见图7.首先齿条驱动小齿轮转动,带动同轴的大齿轮转动,从而驱动螺纹芯转动。螺纹芯边转动边后退到螺纹套里,实现螺纹脱模。
塑件的顶出采用欧洲的强拉强顶方式。顶出元件为顶针和司筒。





图5 动模3D图


模具论坛版权所有
,